
乘用车冲压件行业的技术水平及技术特点
相关报告
- 2015-2020年中国车身冲压焊接总成件行业市场重点层面调查研究报告(2015-10-16)
- 2016-2022年中国车身冲压焊接总成件区域行业市场调查研究及发展分析报告(2015-10-30)
- 2015-2020年中国车身冲压焊接总成件行业市场主要领域调查分析报告(2015-10-16)
- 2016-2022年中国发动机管类件行业市场深度调查研究及投资咨询报告(2015-11-30)
- 2015-2020年中国发动机管类件行业市场主要领域调查分析报告(2015-10-16)
- 2015-2020年中国车身冲压件行业市场重点层面调查研究报告(2015-10-16)
- 中国发动机管类件行业市场深度调查研究及投资咨询报告(2018-08-05)
- 中国车身冲压件行业市场深度调查研究及投资咨询报告(2018-08-05)
- 中国车身冲压焊接总成件行业市场深度调查研究及投资咨询报告(2018-08-05)
- 2016-2022年中国发动机管类件区域行业市场调查研究及发展分析报告(2015-10-30)
①冲压模具开发技术
汽车主机厂与汽车零部件企业的零部件成形工艺装备水平都依靠以模具为技术集合点的一体化控制技术来实现其需求。高精度、高刚度、高稳定性所构成的模具高可靠性实现了汽车零部件的内在品质。目前用于汽车生产的模具种类包括冲压模具、塑料模具、铸造模具等,其中冲压模具占到1/2左右,每开发一款新车型,约有80%的模具要重新开发。
目前我国乘用车冲压模具技术呈现以下趋势:
i模具三维设计地位得以巩固
采用三维CAD软件从事冲压件模具三维设计有利于新的设计人员快速掌握实现集成化制造,便于模具内部的干涉检验,并可进行和压机模块之间的运动干涉分析,实现了模具设计、制造和检验一体化。
ii冲压成形过程的模拟(CAE)作用发挥愈加突出
在模具工艺开发过程中,CAE技术已成为必要环节,广泛用于预测成形缺陷,优化冲压工艺布置,特别是拉伸工序的模具确定确认环节,提高了模具设计的可靠性,CAE技术的应用大大节省了试模成本,缩短开发周期,逐步使模具设计由经验设计转变为科学设计。在CAE的下一个发展环节,全工序的有限元模拟将得到发展,并将运用于尺寸回弹控制等实际运用中。
iii新材料的应用驱动模具技术发展
目前,高强度钢由于在屈强比、应变硬化特性、应变分布能力和碰撞吸能等方面具有优良特性,在汽车使用量上愈加广泛,从而热成形技术在汽车冲压件模具上得到越来越多的应用。热成形技术结合了冲压技术和传统锻造技术,在模具材料选择、零件回弹引起的尺寸控制、模具冷却环节体现较多的技术革新。
此外,在环保省油理念下,镁铝合金、碳纤维材料在一些国外车型上得到较多的运用,这些材料冲压件生产会产生尺寸控制、零件易损伤、加工中易产生切屑等缺陷,都给传统冲压模具带来了新课题。
iv新型冲压设备带动的模具技术发展
随着汽车冲压生产高效化和自动化的发展,级进模在汽车冲压件,特别是中小型冲压件的生产中应用更加广泛。级进模是一种高新技术模具产品,技术难度大,制造精度要求高,生产周期长,多工位级进模将是我国重点发展的模具产品之一,形状复杂的冲压件,特别是一些按传统工艺需要多副冲模分序冲制的中小型复杂冲压件,更多的采用级进模成形。另外,大型车身覆盖件生产线越来越重视生产效率的提升,特别是近年来高速生产线不断投入使用,模具为适应压机的变化也在强化,如严格的干涉曲线要求,模具小型化的要求等。
②冲压装备自动化水平
冲压装备自动化指材料供给、送料系统、换模、冲床的调整与运转、冲压过程中的检测报警系统等作业过程自动化,将这些技术应用到冲压生产流水线的相应环节从而实现冲压生产过程的自动化。
i传统大型冲压生产线
20世纪70年代以前,主要冲压加工设备是大型冲压生产线,通常以一台双动拉延机械压力机与数台单动机械压力机为主机,主机之间设置一个工件翻转装置,采用人工或机械的上下料方式,组成机械化或半机械化流水生产线。这种典型配置在国外汽车工业中使用了近半个多世纪。在我国,90%的现存冲压生产线属于这一阶段的产品。20世纪90年代后期,为了克服传统机械压力机在合模时冲击速度过高、公称力不能及时达到而无法冲压深拉延件的缺陷,我国新建大型冲压生产线的拉深压力机开始采用多连杆技术,其主要优点是:①拉延过程中滑块速度慢且均匀,空行程运行速度快,生产效率高;②拉延深度大,最大深度可达320毫米,而传统压力机只有70毫米左右;③用较小的偏心距实现较大的滑块行程,更便于上下料操作;④拉延过程冲击力小,有利于提高模具使用寿命和零件成形质量。
ii单机联线自动化冲压线
单机联线自动化冲压线近年来在国内外竞相发展,成为汽车大型覆盖件自动化冲压生产的先进工艺技术之一,而且发展势头强劲。其通常配置为5~6台压力机,配有自动拆垛、上下料机械手、穿梭翻转小车和码垛系统等,全线长度60米左右。具有冲压质量稳定可靠、生产安全性高和柔性好等特点。由于上、下工位压力机的间距大,工件传输效率较低,生产节拍一般为6~9spm。单机联线自动化冲压技术占用资金较少,适合于多车型、小批量、高质量的大型覆盖件的冲压生产。在我国,经过近年来的新建和传统冲压联线自动化改造,现存约10%的冲压生产线属于该类型。
近年来,国外压力机供应商在全自动关键技术上又取得很大进展并得到成熟应用,如全自动换模系统、拉伸垫数字控制技术和功能完善的触摸屏监控技术等,使单机联线生产效率逐年提升。其中,全自动换模系统只需要操作人员在触摸屏上设置好模具号,模具更换的全过程由压力机自动完成,整个过程最多需要5分钟。
iii大型多工位压力机
大型多工位压力机是目前世界上最先进、最高效的板材冲压设备,代表了目前车身覆盖件冲压成形的最高水平和发展方向。大型多工位压力机一般由拆垛机、大型压力机、自动送料系统和码垛系统等组成,多幅模具从左至右顺序排列于压机内,均匀分布,每付模具的通过高度一致。压机每动作一次,一套零件传送机构将压机内的所有零件同时从一副模具传送到下一副模具,零件传送机构和压机分别协调控制,所以压机能够连续运行,从而提高速度,其生产节拍可达16~25spm,是手工送料流水线的4~5倍,是单机联线自动化生产线的2~3倍,具有生产效率高、制件质量高的特点,特别适合大批量冲压生产,配备自动换模系统后非常有效的生产小批量零件。在我国,由于大型多工位压力机结构复杂,造价昂贵,占用资金非常大,并且柔性不及单机联线自动化线,目前能够用于大型覆盖件冲压的多工位压力机基本还是空白。
③冲压技术发展趋势
先进冲压技术是指信息技术、新材料、新工艺与传统冲压成形技术的结合。当前,冲压行业的信息技术水平和先进性,主要表现在以CAD/CAM/CAE/CAPP技术为代表的计算机技术在冲压成形中的应用,并引起传统工艺流程在周期、成本和品质方面的变化。主要体现在:a.评定冲压零件的可成形性;b.对工艺成本(材料成本和工具成本)进行评估;c.为工艺验证或快速试制模具提供模面、毛坯和基本工艺参数。为工艺验证或快速试制模具提供模面数据和基本工艺参数不仅可以缩短研发周期、降低试制成本,而且试验反馈可以对数值计算结果进行修正并提高分析人员业务能力和实践经验。
目前汽车行业运用最多的还是传统的冲压技术(冷冲压),冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要制件的一种压力加工方法,如下图所示:
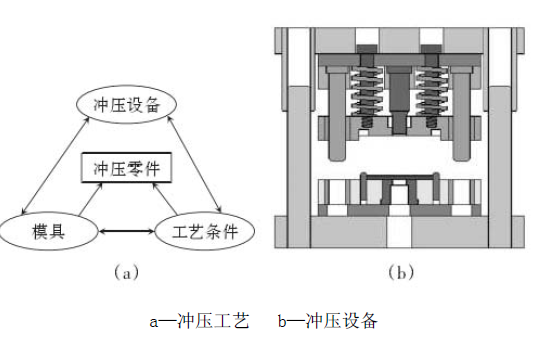
a—冲压工艺b—冲压设备
冷冲压的特点是制件尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
随着低油耗、低排放的汽车日益成为节约型社会发展需求,新材料、新工艺的发展对冲压技术提出了越来越高的要求,近年来热成形技术、激光拼焊技术在冲压领域也得到了一定应用。
本文地址:http://www.zwzyzx.com/show-348-141190-1.html
上一篇:乘用车冲压零部件的行业特点
下一篇:国内焊接技术水平及特点
相关资讯
- 国内涂料行业对碳酸二甲酯需求情况(2014-06-14)
- 国内动物疫苗行业重点企业介绍(2014-12-25)
- 我国制定了严格的法律法规来规范医药行业(2014-11-22)
- 影响视频节目行业发展的不利因素(2015-07-28)
- 合成氨子行业与上、下游行业之间的关联性及其影响(2014-08-14)
- 装配式板材类围护系统分类与比较(2014-06-29)
- 洁净室工程行业的周期性、季节性和区域性特征(2014-05-28)
- 影响氢氧化钾行业发展的有利因素和不利因素(2016-01-15)
合作媒体
最新报告
定制出版
热门报告
免责声明
中为咨询所引述的资料是用于行业市场研究以及讨论和交流,并注明出处,部分内容是由相关机构提供。若有异议请及时联系本公司,我们将立即依据相关法律对文章进行删除或作相应处理。查看详细》》
